



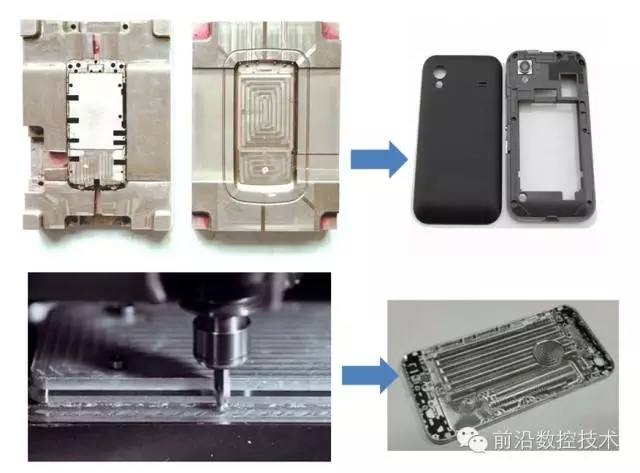
自iPhone5以全鎂鋁合金開啟金屬風潮之后以來,眾多手機生產商開始了不同程度的采用金屬外觀件。一塊金屬鑄件,需要經歷多少工序,才能變成我們手中精美的手機外殼?

樂視推出的手機樂Max采用全金屬手機,每一個金屬機身在生產流水線中超過100分鐘。讓我們揭秘它從一塊重達357g的鋁材,到最終37.5g的成品外殼,歷經的16道精湛工藝。
1. 鋁擠

第一步將柱形鋁材進行切割并擠壓,這個過程被稱之為鋁擠,會讓鋁材擠壓之后成為10mm的鋁板方便加工,同時更加致密、堅硬。
2. DDG

使用CNC機床(高速鉆攻中心),經過DDG環節將鋁板精準地銑成152.2×86.1×10mm的規整三維體積,以方便之后的CNC精加工。
3. 粗銑內腔

為方便CNC加工,使用墻內夾具夾住金屬機身。粗銑內腔,把內腔、以及與夾具結合的定位柱加工好,這對之后的加工環節至關重要。
4. 銑天線槽

對于全金屬手機而言,最難解決的就是信號問題,當年iPhone 4剛上市時也遇到金屬邊框造成的信號差問題。同樣金屬鋁也可以屏蔽(削弱)手機射頻信號,所以必須經過開槽的方法,讓信號可以有出入的路徑。所以,銑天線槽是最重要、最難的一步,天線槽必須銑得均勻,并且保持必要的鏈接點以保證金屬殼的強度和整體感。
5. T處理

經過銑天線槽之后,就要使用“T處理”把鋁材處理成可以與工程塑料相結合的表面。需要將金屬機身置于特殊的T液等化學藥劑中,使鋁材表面形成納米級(1納米=10的-9次方米)孔洞,為下一步的納米注塑做準備。
6. NMT納米注塑

“注塑”環節因為有了之前T處理過的金屬機身,從而可以讓NMT納米注塑工藝得以實現。NMT納米注塑是將高溫高壓狀態下的特殊塑料擠入經過T處理的金屬材料上,讓塑料與金屬表層的納米級細小孔洞緊密結合,從而達到緊固天線的目的。
7. 精銑弧面

對于全金屬手機而言,除了信號天線難以處理之外,還有就是金屬機身的3D塑形,這恰好也是最費時的一道工序,耗時需1000秒以上。
8. 精銑側邊

細心的朋友可能會注意到,金屬機身的3D弧面被CNC銑出來了,但是在邊緣還保留一圈冗余,這時就需要精銑側邊,然后就能看到金屬外殼的雛形了。
9. 拋光

之前使用頂級高速精密CNC機床,但也只能達到A1~A2級光潔度,要想達到后續加工需求,需要將其拋光至A0級光潔度,可呈鏡面效果。
10. 噴砂

然而全金屬手機并不是全光面的效果,而是呈現磨砂表面。這就需要通過“噴砂”工藝,將金屬表面處理成磨砂效果。
11. 一次陽極

鋁合金較為穩定,為了不被汗液等外界因素所干擾,就必須要對其進行陽極處理。同時這也是為手機上色的過程,通過陽極氧化讓鋁本色變為金色。為鋁合金進行染色的過程中是非常難以控制的,控制不好就會出現色差、斑點等,這也會降低良品率。
12. 高光處理

極富光澤的切邊設計,需要使用最高等級的超高速CNC機床對邊角進行切削,這個過程也被稱為鉆切或高光處理。
13. 精銑內腔

經過12步的加工后,金屬外殼已初見端倪,這時就要將用于夾具鎖止的定位柱等多余料件去除,讓金屬外殼內完全整潔。
14. 二次陽極

已經被CNC處理好的外殼還需要第二次陽極處理,使表面被氧化,形成致密、堅硬的氧化膜,讓其更加耐磨且不易沾污。
15. 銑導電位

經過陽極氧化后的鋁合金外殼導電效果會變差,所以就需要將局部陽極氧化膜去掉,露出金屬以獲得良好的接地效果,也就還需要再經歷一次銑導電位的CNC處理。
16. 熱熔螺母

最后,利用機械手將裝配螺母嵌入到已做好的塑料中,以保證未來的手機裝配。
以往的塑膠手機外殼,通過制造模具即可實現批量生產,生產成本相對較低,生產效率較高。而現在的金屬手機外殼,完全是通過CNC精密機床一件一件加工出來的,生產成本要高得多,為了滿足生產效率要求,制造企業不得不采購大批量的CNC鉆攻加工中心機床。
(數據來源于網絡,可能會有出入,僅供參考)
免責聲明:本文系網絡轉載,版權歸原作者所有。但因轉載眾多,或無法確認真正原始作者,故僅標明轉載來源,如涉及作品版權問題,請與我們聯系,我們將在第一時間協商版權問題或刪除內容!內容為作者個人觀點,并不代表本公眾號贊同其觀點和對其真實性負責。
中山市超速利機械有限公司
聯系人:方先生
手 機:13802699824
電 話:0760-22115533
傳 真:0760-22115535
郵 箱:chaosuli@163.com
網 址:www.simonmiao.com
地 址:廣東省中山市小欖鎮小欖大道中91號